




由于铸铁T型槽平台的加工需要经过一定的工艺过程,即需要根据图纸的的具体要求,选择合适的加工方法,合理安排加工顺序,一步步地加工出来。机械加工工艺规程的制定,铸铁T型槽平台的加工工艺过程大体可分为两个步骤。首先是拟定铸铁平板加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。铸铁T型槽平台加工工艺过程的这两个步骤是互相联系的,应进行综合分析。
铸铁T型槽平台加工工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择铸铁平板各个表面的加工方法,确定铸铁平板各个表面的加工顺序,以及整个工艺过程中工序数目的多少等。
拟定铸铁T型槽平台加工工艺路线的一般原则如下。
1、先加工铸铁T型槽平台基准面,铸铁平板在加工过程中,作为定位基准的表面应首先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
2、划分加工阶段,铸铁T型槽平台加工质量要求高的工作面表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证铸铁平板的加工质量;有利于合理使用设备;便于安排热时效处理工序;以及便于时发现铸铁平板毛坯问题等。
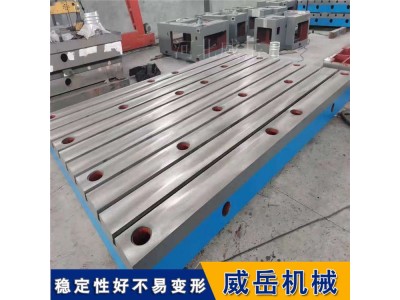
3、先工作面后孔或T型槽,对于方箱体、铸铁T型槽平台、支架和连杆等零件应先加工工作面后加工孔。这样就可以以工作面定位加工孔或T型槽,保证铸铁T型槽平台工作面和孔及T型槽的位置精度,而且对铸铁平板工作面上的孔的加工带来方便。
4、铸铁T型槽平台表面的光整加工(如研磨、珩磨、精磨等),应放在工艺路线后阶段进行,以免铸铁平板光整的工作表面,由于工序间的转运和安装而受到损伤。
上述为铸铁T型槽平台加工工序安排的一般情况。有些具体情况可按下列原则处理。
为了保证铸铁T型槽平台的加工精度,粗、精加工好分开进行。因为铸铁平板粗加工时,切削量大,铸铁平板所受切削力、夹紧力大,发热量多,以及加工表面有较的加工硬化现象,铸铁平板内部存在着较大的内应力,如果粗、粗加工连续进行,则精加工后的铸铁平板精度会因为应力的重新分布而很快丧失。对于加工精度要求高的铸铁T型槽平台。在粗加工之后和精加工之前,还应安排低温退火或时效处理工序来去掉铸铁平板的加工应力。
合理地选用设备。铸铁T型槽平台的粗加工主要是切掉大部分加工余量,并不要求有较高的加工精度,所以,铸铁平板的粗加工应在功率较大、精度不太高的机床上进行,铸铁T型槽平台的精加工工序则要求用较高精度的机床加工。粗、精加工分别在不同的机床上加工,既能充分发挥设备能力,又能延长机床的使用寿命。
在机械http://www.chinaweiyue.com/加工工艺路线中,常安排有铸铁T型槽平台热时效处理工序。热处理工序位置的安排如下:为改铸铁平板的切削加工性能,如退火、正火、调质等,一般安排在机械加工前进行。为去掉内应力,如时效处理、调质处理等,一般安排在粗加工之后,精加工之前进行。为了提高铸铁T型槽平台的机械性能,如渗碳、淬火、回火等,一般安排在机械加工之后进行。如热处理后,铸铁T型槽平台有较大的变形,还须安排终加工工序(精磨)。
联系人威岳机械谢女士15350773479




