

在加工过程中,较厚的模板不能用叠加的方法确定其厚度。因为钢板厚1倍,弯曲变形量减少85%,叠层只能起叠加作用。厚度与单板相同的2块板弯曲变形量是单板的4倍。另外在加工冷却水道时,两面加工中应特别注意确定同心度。如果头部拐角,又不相互同心,那么在使用过程中,连接的拐角处就会开裂。冷却系统的表面应当光滑,好不留机加工痕迹。
电火花加工在彩石瓦模具型腔加工中应用越来越普遍,但加工后的型腔表面留有淬硬层。这是由于加工中,模具表面自行渗碳淬火造成的。淬硬层厚度由加工时电流强度和频率决定,粗加工时较深,精加工时较浅。无论深浅,模具表面均有大应力。若不清理淬硬层或去掉应力,在使用过程中,模具表面就会产生龟裂、点蚀和开裂。去掉淬硬层或去应力可用:①用油石或研磨去掉淬硬层;②在不降低硬度的情况下,低于回火温度下去应力,这样可大幅度降低模腔表面应力。
模具在使用过程中应严格控制铸造工艺流程。在工艺许可范围内,尽量降低铝液的烧铸温度,压射速度,提升模具预热温度。铝彩石瓦模具的预热温度由100~130℃提升至180~200℃,模具寿命可大幅度提升。
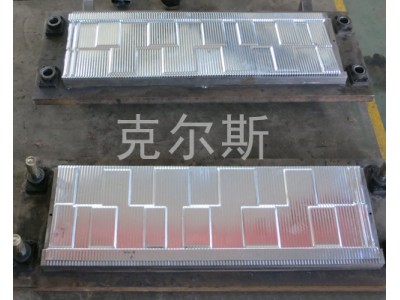
彩石瓦模具失效形式主要有:尖角、拐角处开裂、劈裂、热裂纹(龟裂)、磨损、冲蚀等。造成彩石瓦模具失效的主要原因有:材料自身存在的缺陷、加工、使用、维修以及热处理的问题。

彩石金属瓦模具可以根据客户喜欢的样式来选择!彩石金属瓦有多种多样:有七波形的彩石金属瓦,有米兰型的彩石金属瓦,有诺森型的彩石金属瓦,有木纹型的彩石金属瓦,有罗马型的彩石金属瓦,有方格型的彩石金属瓦,有型的彩石金属瓦,有仿古琉璃瓦型的彩石金属瓦!等等样式,均可以选择您喜欢的花样来选择漂亮的模具!
彩石瓦模具设计制作的要求是:尺寸准确、表面光洁;结构正确、生产速率不错、易于自动化;制造容易、寿命高、成本还行;设计符合工艺需要,经济正确。彩石瓦模具结构设计和参数选择须考虑刚性、导向性、卸料机构、方法、间隙大小等因素。
考虑到我国的气候现状,我们在建造屋面的时候,不仅要考虑不怕水,还要考虑避雷措施,以保护自己的财物。彩石金属瓦具有不怕水等优点,使得许多人们都选择彩石金属瓦做为屋面瓦。那彩石金属瓦屋面如何做避雷呢?
1、在坡面金属瓦上直接开一洞口,再用橡胶螺孔密封圈套住避雷带支架,直接穿过洞口且固定在屋面上。
2、在屋脊圆形脊瓦上直接开一洞口,再用橡胶螺孔密封圈套住避雷带支架,直接穿过洞口且固定在屋脊上。
3、在洞口处彩石金属瓦与支架的结合部,应用密封材料封边密实。
河北泊头克尔斯模具机械有限公司【http://www.btkes.com/】座落于现代化的轻工业城市——泊头市;泊头享有铸造之乡和鸭梨之乡的美称,位于河北省东南部,北依京津,东临渤海,距北京市250公里,距塘沽港180公里,距黄骅港80公里。京沪铁路、104、106国道、京沪高速公路纵贯全境。交通非常便利,环境优雅。本公司常年供应生产彩石金属瓦设备,彩石金属瓦生产设备,金属瓦设备,彩石瓦设备,彩石金属瓦模具,彩石瓦模具,金属瓦,彩石瓦,彩石金属瓦等各种瓦型模具,并研发成功的【KES-1650】彩石瓦设备自动控制生产线。
彩石金属瓦http://www.btkes.com/
彩石瓦模具http://www.btkes.com/
彩石金属瓦模具http://www.btkes.com/
彩石金属瓦生产设备http://www.btkes.com/
金属瓦设备http://www.btkes.com/
彩石瓦设备http://www.btkes.com/
彩石瓦http://www.btkes.com/
金属瓦http://www.btkes.com/
彩石金属瓦设备http://www.btkes.com/